Technická diagnostika - vibrodiagnostika
Bezdemontážní a nedestruktivní kontrola stavu rotačních strojních zařízení využívající generované vibrace jako zdroj informací o stavu zařízení.
- zjištění vibračního stavu stroje
- zjištění příčin vzniku vibrací / nevývaha, ustavení, uvolnění, ložiska, vůle, ozubení, lopatky, kavitace, rezonance apod.
- zjištění stavu ložisek a z trendu hodnot určení jejich výdržnosti
- zjištění stavu a kvality mazání
Technická diagnostika se provádí špičkovými diagnostickými přístroji při běžných provozních podmínkách diagnostikovaného stroje, za účelem včasného odhalení možné závady. Předchází se tak neplánovaným výrobním prostojům a několikanásobně vyšším nákladům na odstranění vzniklé závady.
PŘÍSTROJE
LEONOVA INFINITY SPM
- ruční analyzátor a datakolektor stavu strojů měřící rázové pulsy, vibrace, rychlost, zrychlení, výchylku, obálku ENVELOP, SPM analýzu, stav mazacího filmu, otáčky
ADASH 4400
- ruční analyzátor, datakolektor a rekordér měřených signálů, záznam rychlosti, zrychlení, obálky ENVELOP, rozběh a doběh stroje, stav mazacího filmu, otáčky, funkce okamžitého ohodnocení stavu stroje
MICROLOG CMVA 10 SKF
- ruční analyzátor a datakolektor stavu strojů měřící rychlost, zrychlení, obálku ENVELOP
CMMS CHECKER
- ruční analyzátor, datakolektor stavu strojů měřící rychlost, zrychlení, obálky ENVELOP, stav mazacího filmu, funkce okamžitého ohodnocení stavu stroje
SPM 10
- ruční analyzátor a datakolektor stavu strojů měřící rázové pulsy, vibrace, stav mazacího filmu
NEVÝVAHA
Nejčastější zdroj vibrací projevující se na otáčkové frekvenci stroje. Projeví se tehdy, nejsou-li osa těžiště a osa otáčení shodné. Rozlišujeme tři hlavní typy nevývahy – statická, dynamická, momentová. Nevývaha bývá způsobena více vlivy. Patří mezi ně výrobní a montážní nepřesnosti, nánosy materiálu na lopatkách oběžných kol, opotřebování rotujících částí, tepelné deformace apod.
Nevývaha má za následek velké dynamické zatížení ložisek, dochází k poškození valivých ploch a povrchu, zhorší se – nebo úplně zmizí mazací film a následně dochází k havárii.
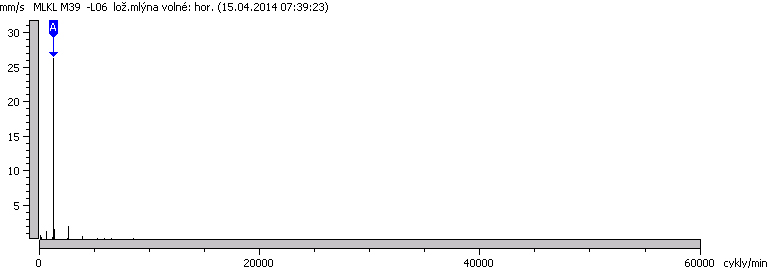
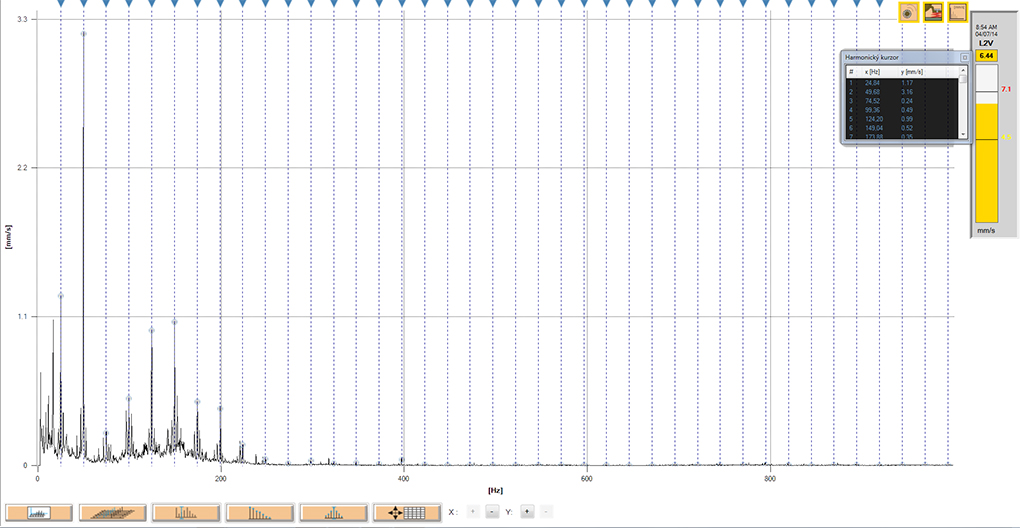
Na obrázku frekvenční spektrum nevývahy s dominantní otáčkovou frekvencí.
NESOUOSOST
Druhým nejrozšířenějším zdrojem vibrací a příčinou vzniku poruch je nesouosost. O nesouososti mluvíme tehdy, když hřídele,spojky, řemenice a ložiska nejsou vyrovnány do společné osy. Rozpoznáváme dva základní typy nesouososti – úhlová, paralelní případně jejich kombinace. Nesouosost může být způsobena nesprávným vyrovnáním soustrojí, tepelnou dilatací, špatnými základy, špatnou spojkou / řemenicí / a jejími komponenty, silami přenášejícími se z potrubí apod.
Nesouosost má za následek velké dynamické zatížení a následné poškození spojek, řemenic, ložisek, těsnění a ucpávek, zvyšuje elektrickou zátěž elektromotorů a tím zvyšuje náklady na provoz, které následně končí havárií. Nesouosost je nejčastěji diagnostikována v axiálním směru na otáčkové frekvenci s přítomností dvounásobku této frekvence případně se špičkou na tomto násobku.
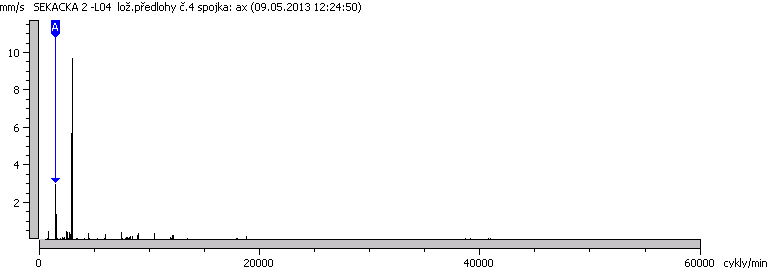
Na obrázku frekvenční spektrum nesouososti s dominantním dvounásobkem otáčkové frekvence v axiálním směru.
UVOLNĚNÍ, VŮLE
Příčinou diagnostikovaného uvolnění a vůlí jsou volné kotevní šrouby, praskliny – trhliny konstrukce, uvolnění rotujících dílů, opotřebované díly a jejich uložení. Uvolnění je nejčastěji diagnostikováno jako řada neobvyklých a vysokých násobků otáčkové frekvence často doplněná o jejich půl násobky. Otáčková frekvence není vždy dominantní.
Na obrázku frekvenční spektrum vůlí s dominantním dvounásobkem otáčkové frekvence a množstvím harmonických násobků.
OHNUTÁ HŘÍDEL
Příčinou diagnostikované ohnuté hřídele je nesprávná manipulace, tepelné působení, ohnutí za studena. Ohnutá hřídel je diagnostikována podobně jako nesouosost s harmonickými násobky. Doporučuje se proměření fáze.
OSTATNÍ PROBLÉMY
- lopatkové frekvence
- zubové frekvence
- řemenové frekvence
- rezonance
- kavitace
- elektrické závady
- vibrace způsobené průchodem lopatel
- vibrace způsobené záběrem ozubených kol a soukolí
- vibrace způsobené řemenovými převody
- řemenové převody
- čerpadla
- elektromotory
DIAGNOSTIKA LOŽISEK
K určení a vyhodnocení stavu valivých ložisek lze použít celou řadu ověřených a vyzkoušených metod. Renomované firmy zabývající se problematikou ložisek vytvořily software vycházející z praxe. Nejjednodušším způsobem diagnostiky začínajícího problému je nárůst teploty. To však je ve většině případů již závěrečná fáze v životnosti ložiska. Tomuto stavu má v co největší míře zabránit diagnostika.Diagnostika stavu ložisek vychází stejně jako ostatní hodnocená poškození strojů z měření vibrací. Ze získaných hodnot vibrací jsou pomocí filtrů, převodníků a předem předvoleného měřícího místa zobrazeny jen frekvence týkající se stavu ložiska.
Diagnostikované závady ložisek tzv. ložiskové frekvence má za následek:
- opotřebení stykových ploch / kov-kov / tzv.pitting jako důsledek styku valivého tělesa s kroužkem ložiska vlivem kontaktní únavy
- nevývaha
- nesouosost
- překročení únosnosti ložiska
- nesprávná montáž
- nevhodné skladování
- špatná údržba
- nekvalitní mazivo / mazací film /
- koroze
- průchod elektrického proudu
Diagnostiku stavu ložisek vyhodnocujeme :
- metodou rázových pulsů LR/HR
- SPM spektrum
- frekvenční analýza
- obálková analýza ENVELOP
Ze získaných hodnot vibrací a rázových pulsů lze určit okamžitý stav ložiska, stav mazacího filmu, stav povrchu a v případě, že se jedná o pravidelně měřený stroj, lze z trendu hodnot určit výdržnost ložiska.
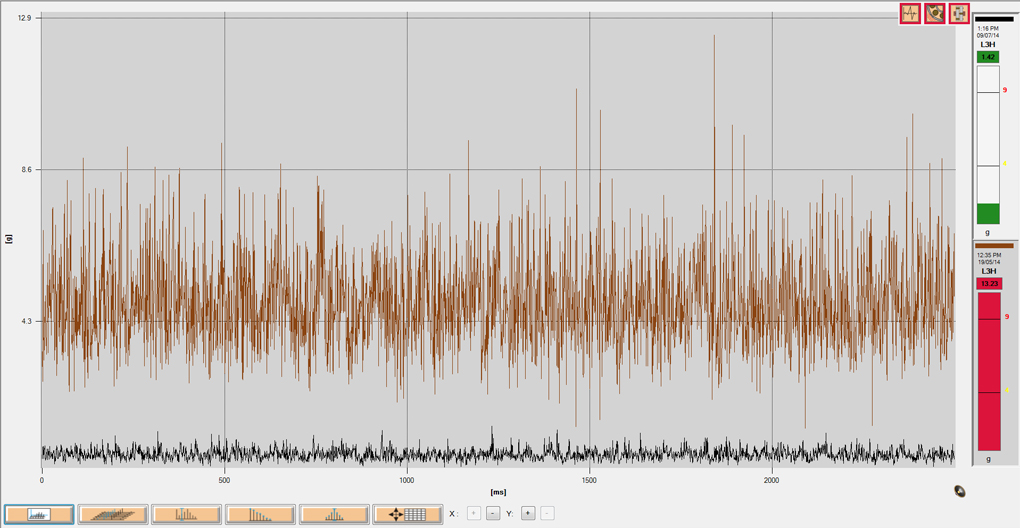
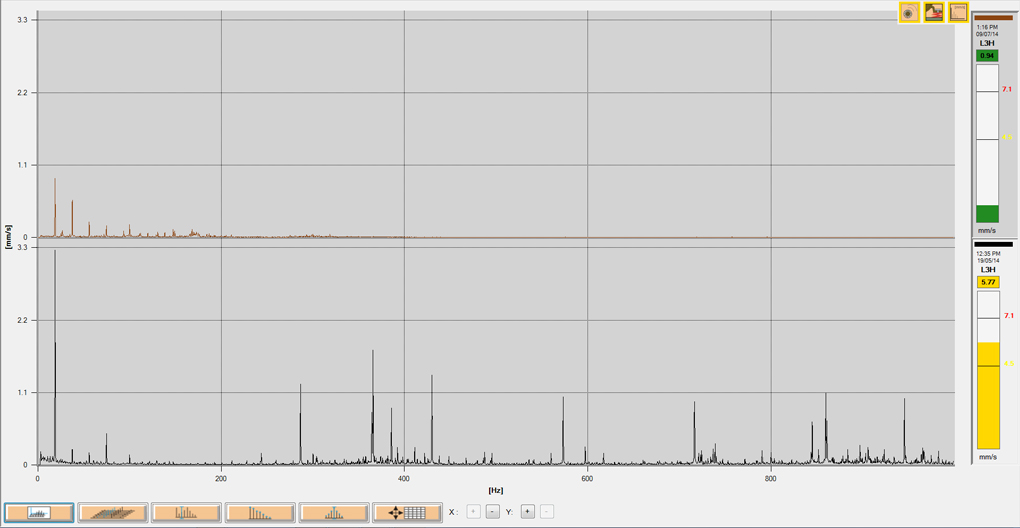
Záznam trendu hodnot stavu ložiska z pravidelné pochůzky :
- u ložiska ventilátoru došlo k prudkému nárůstu hodnot rázových pulsů LR/HR
- došlo ke ztrátě mazacího filmu LUB a k výraznému nárůstu COND čísla stavu povrchu
- špatný stav ložisek potvrdila i obálka zrychlení ENVELOP
- po opravě došlo i k výraznému poklesu vibrací